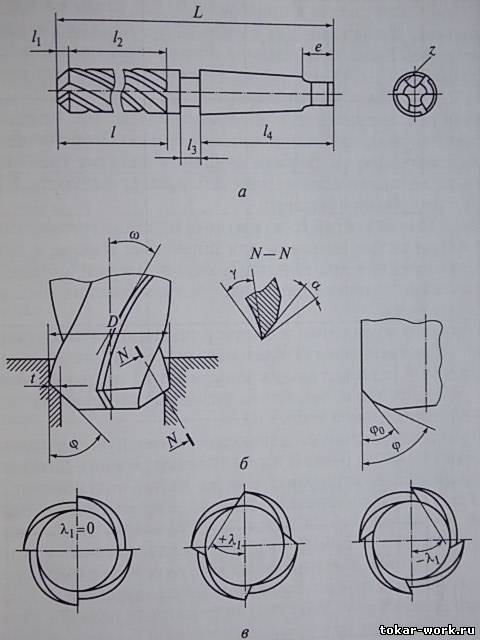
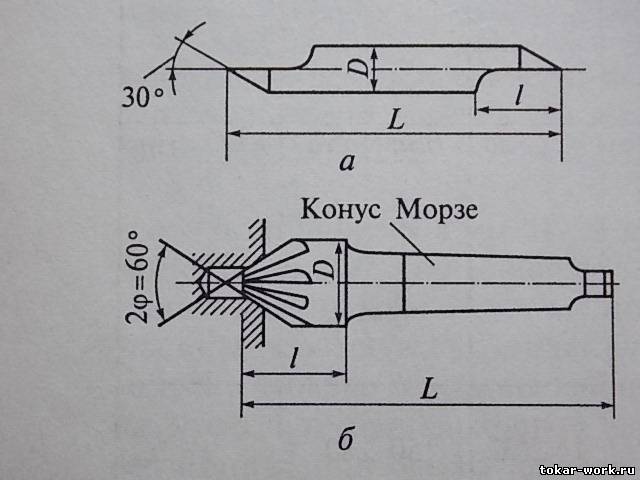
Зенкер и зенковка Зенкер предназначен для обработки предварительно просверленных, штампованных или литых отверстий. Основные особенности и отличия зенкера от сверла являются наличие трех или четырех зубьев резания (ленточки или винтовая спираль), а так же меньшие углы в плане и большая жесткость самого тела зенкера. Способ крепления зенкеров делится на хвостовые и насадные. Зенкеры спиральные – предназначены для обработки цилиндрических сквозных отверстий.  Зенковки цилиндрические Зенковки цилиндрические рис а– служат для обработки торцов литых бобышек, а так же для обработки отверстий под цилиндрические головки винтов.  Зенковки конические Зенковки конические рис б– применяются при обработке конических гнезд и центров в заготовках. Для того что бы увеличить стойкость зенкеров, необходимо переходную режущую кромку выполнить длинной, равной трем глубинам резания t, под углом φ۪ . У зенкеров из быстрорежущей стали для той же цели подтачивают ленточки на 1,5…2,0 мм от вершины зенкера. Задняя поверхность подтачивается на длине 0,6…1,5 мм, а остальная часть под углом α1=15…20°; при обработке чугуна зенкерами из твердого сплава α1=20…25°. Отрицательный передний угол у зенкеров из твердого сплава образуется за счет создания фаски шириной примерно 1,5…3 мм на передней поверхности. Угол наклона непосредственно режущего лезвия λ необходимо принимать следующим: при обработки стали и бронзы равным нулю; для отвода стружки (+3…+5)°; для усиления твердосплавных зенкеров (+12…+20)°. При обработке твердых материалов углы α, ω и λ принимаются меньшими значениями, а для более мягких материалов - большие. При зенкеровании отверстий не зависимо от материала с прерывистыми стенками угол подъема винтовой линии ω=20…30°. Типы и основные размеры (мм) стандартизованных зенкеров
| Типы зенкеров | ГОСТ | D | d | L | l | | Насадные зенкеры с вставными ножами из быстрорежущей стали | ГОСТ 2255-71 | 50...100 | 22...40 | 60...76 | - | Зенкеры оснащенные пластинками из твердого сплава
с коническим хвостовиком
насадные | ГОСТ 3231-71 |
14...50
32...80 |
-
13...32 |
180...355
40...65 | - | Зенкера с вставными ножами, оснащенными пластинками из твердого сплава
с коническим хвостовиком
насадные | ГОСТ 12510-71 |
30...50
50...100 |
-
22...40 |
262,5...308
58...74 | - | Цельные зенкера
с коническим хвостовиком
насадные | ГОСТ 12489-71 |
10...40
32...80 |
-
13...32 |
160...350
30...52 | -
80...200
- | | Торцовые зенкера с коническим хвостовиком для обработки легких сплавов | ГОСТ 21582-76 | 10...34 | - | 168...339 | 87...190 | | С коническим хвостовиком, оснащенные твердосплавными пластинками для обработки легких сплавов | ГОСТ 21583-76 | 18...35 | - | 228...339 | 130...190 | Насадные зенкера
для обработки легких сплавов
оснащенные твердосплавными пластинками для обработки легких сплавов | ГОСТ 21584-76
ГОСТ 21585-76 |
36...80
36...80 |
16...32
16...32 |
50...80
50...80 |
-
- | Со вставными ножами, оснащенные твердосплавными пластинками для обработки коррозионностойких и жаропрочных сплавов
с коническим хвостовиком
насадные | ГОСТ 21541-76 |
36...50
50...80 |
-
22...32 |
262,5...308
58...69 |
-
- | Твердосплавные - цельные
с коническим хвостовиком для обработки коррозионностойких и жаропрочных сталей и сплавов
с цилиндрическим хвостовиком для обработки коррозионностойких сталей и сплавов | ГОСТ 21544-76
ГОСТ 21543-76 | 8...12
3...10 | -
- | 156...182
61...133 | 18...22
12...20 | Оснащенные твердосплавными пластинками для обработки коррозионностойких и жаропрочных сталей и сплавов
с коническим хвостовиком
насадные | ГОСТ 21540-76 |
12...50
32...80 |
-
16...40 |
182...369
50...90 |
101...220
- | | Зенкера с цилиндрическим хвостовиком для обработки легких сплавов | ГОСТ 21579-76 | 3...9 | - | 61...125 | 33...81 | | Торцовые с цилиндрическим хвостовиком для обработки легких сплавов | ГОСТ 21580-76 | 3...9 | - | 61...125 | 33...81 | | Зенкера с коническим хвостовиком для обработки легких сплавов | ГОСТ 21581-76 | 10...35 | - | 168...339 | 87...190 |
Диаметр отверстия обозначается d, под насадной инструмент. Геометрические параметры (°) режущей части зенкеров
| Материал режущей части | Обрабатываемый материал | γ | α | φ | φ0 | ω | | Быстрорежущая сталь | Сталь конструкционная, стальные отливки HB:
до 180
180...225
225...270 |
15...20
12...15
5...10 | 8...10 | 60 | 30 |
25...30
10...20
10...20 | Сплавы:
жаропрочные
титановые
алюминиевые и медные
магниевые |
10
4...6
25...30
25...30 |
8...10
9...11
10
10 |
30
45
60
45...60 | - |
10...20
20
10...20
20...25 | | Твердый сплав | Сталь закаленная с σв.р=1600…1800 МПа и HRC 51 | -15 | 10 | 60 | 15 | 10...20 | | Чугун | 8 | 10...17 | 60 | 30 | 10...15 | | Алюминиевые и медные сплавы | 10...20 | 10 | 60 | - | 10...20 |
Типы и основные размеры конических зенковок ГОСТ 14953-80
| Тип | D, мм | L, мм | l, мм | Угол при вершине 2φ‚° | Примечание | | 1 | 5; 8 | 50; 60 | 10; 12 | 60 | - | | 2 | 5...16 | 45...71 | 3...9,5 | 60 | | 3 | 5...25 | 35,5...71 | 0,82...6,5 | 60 | Имеется предохранительный конус 2φ=120° | | 4 | 6,3; 8,0 | 45; 50 | 3,1; 3,9 | 75 | - | | 5 | 8...25 | 48...69 | 16...33 | 60 | Зенковки с цилиндрическим хвостовиком | | 6 | 44...65 | 12...29 | 90 | | 7 | 120 | | 8 | 16...80 | 97...215 | 24...73 | 60 | Зенковки с коническим хвостовиком (конус Морзе 1, 2 и 3) | | 9 | 127...192 | 35...50 | 75 | | 10 | 93...196 | 20...54 | 90 | | 11 | 120 |
Для получения высокоточных отверстий с высоким качеством обрабатываемой поверхности применяется развертывание.
|