|
Формы заточки сверл из быстрорежущей стали
Как я и говорил, главным фактором при сверлении отверстий является заточка сверла, а так же выбор режимов сверления. При покупке или получении сверла со склада желательно сверло переточить, так как заводская заточка не всегда правильная. Существует понятия: сверло по дереву и сверло по металлу, эти сверла отличаются маркой сверла, спиралью и конечно же его заточкой. Сверла из быстрорежущей стали применяются для сверления более мягкого материала, а сверла с твердосплавными пластинками применяются для сверления более прочных и твердых материалов. Есть небольшая разница в заточке сверл из быстрорежущей стали и сверла с пластинками из твердого сплава, об этом поговорим далее.
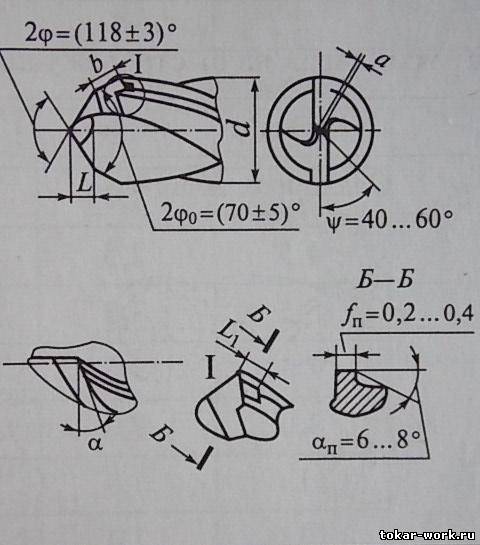
Сверла из быстрорежущей стали должны обладать повышенной прочностью и жаростойкостью при обработке коррозионностойких и жаропрочных сталей и сплавов, в следствии чего сердцевина сверла увеличивается ((0,3…0,4)d), а длина режущей (рабочей) части сверла уменьшается (менее 10 d). При сверлении более твердых материалов угол 2φ имеет большие значения, а задний угол α имеет меньшие значения. Угол наклона для винтовой канавки ω применяются для вновь проектируемых сверл и для сверл диаметром d=0,25…50 мм ω=19…34°.
Формы заточки сверл из быстрорежущей стали
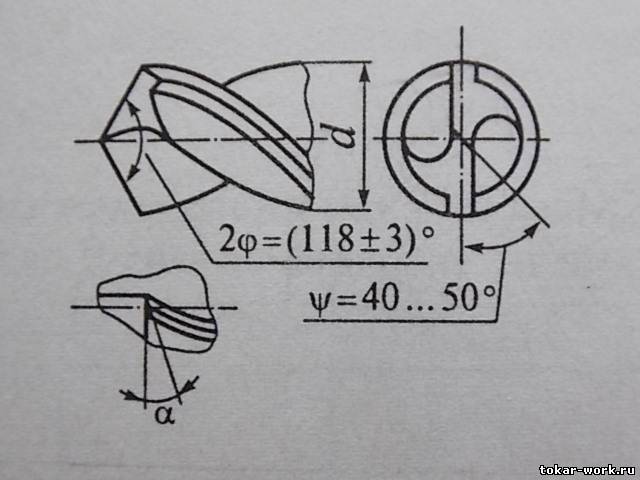
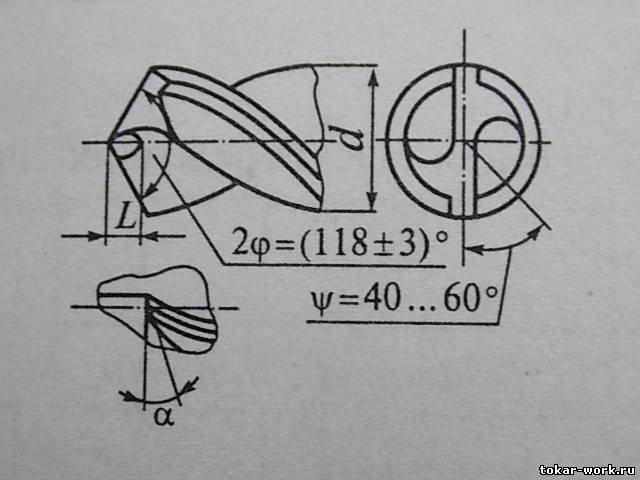
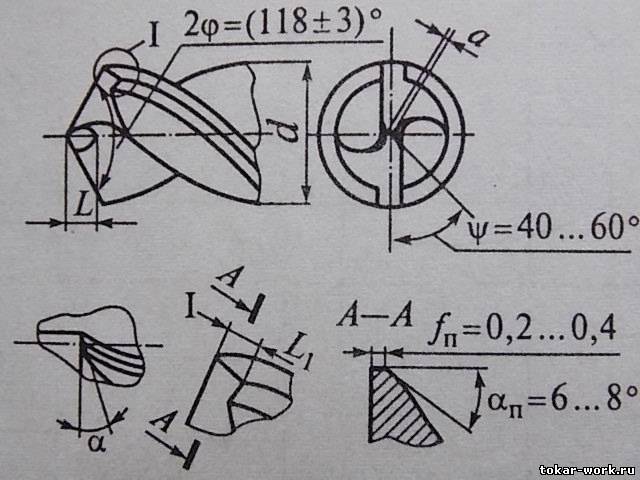
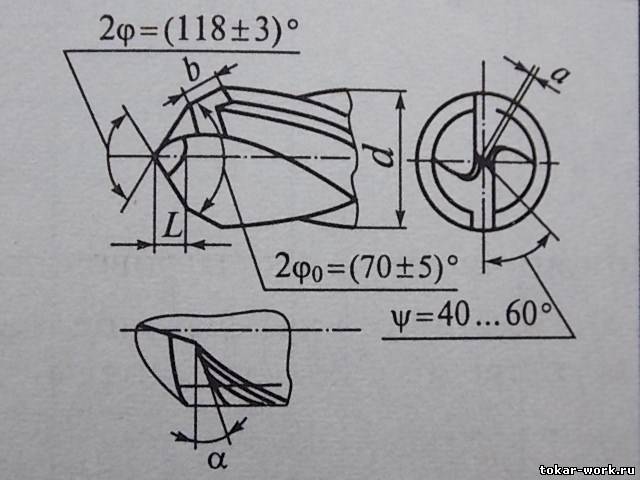
| Название заточки | Эскиз | Применяемость | | Одинарная заточка | | Нормальная |  | Сверление отверстий диаметром d=0,25...12мм в стали, стальном литье, чугуне, а так же медных сплавах | | С подточкой поперечной кромки |  | Сверление отверстий диаметром d=12...80мм в стальном литье по корке σв.р≤500 МПа | | С подточкой поперечной кромки и ленточки |  | Сверление отверстий диаметром d=12...80мм в стальных литых заготовках с предварительно снятой кромкой σв.р≤500 МПа | | Двойная заточка | | С подточкой поперечной кромки |  | Сверление отверстий диаметром d=12...80мм в стальном литье σв.р>500 МПа и чугуне по корке | | С подточкой поперечной кромки и ленточки |  | Сверление отверстий диаметром d=12...80мм в стали σв.р>500 МПа и чугунном литье с предварительно снятой коркой |
Параметры (мм) заточки быстрорежущих спиральных сверл
| Диаметры сверл d, мм | α±3° | b | a | l | l1 | | Одинарная заточка | | 0,25...0,60 | 25 | - | - | - | - | | 0,6...1,0 | 22 | | 1,0...1,6 | 20 | | 1,6...2,95 | 17 | | 2,95...8,0 | 16 | - | - | - | - | | 8...10 | 12 | - | 1 | 2 | - | | 10...12 | - | - | - | | 12...16 | 1,5 | 3 | 1,5 | | 16...20 | 11 | - | 2 | 4 | 2 | | 20...25 | 2,5 | 5 | | 25...32 | 3 | 6 | | 32...40 | 3,5 | 7 | 3 | | 40...50 | 5 | 9 | | 50...63 | 6 | 11 | 4 | | 63...70 | 7 | 13 | | 70...80 | 8 | 15 | | Двойная заточка | | 12...16 | 12 | 2,5 | 1,5 | 3 | 1,5 | | 16...20 | 3,5 | 2,0 | 4 | | 20...25 | 4,5 | 2,5 | 5 | 2 | | 25...32 | 11 | 5,5 | 3,0 | 6 | | 32...40 | 7,0 | 3,5 | 7 | 3 | | 40...50 | 9,0 | 5,0 | 9 | | 50...63 | 11,0 | 6,0 | 11 | 4 | | 63...70 | 13,0 | 7,0 | 13 | | 70...80 | 15,0 | 8,0 | 15 |
|