|
Форма заточки режущей части токарных резцов
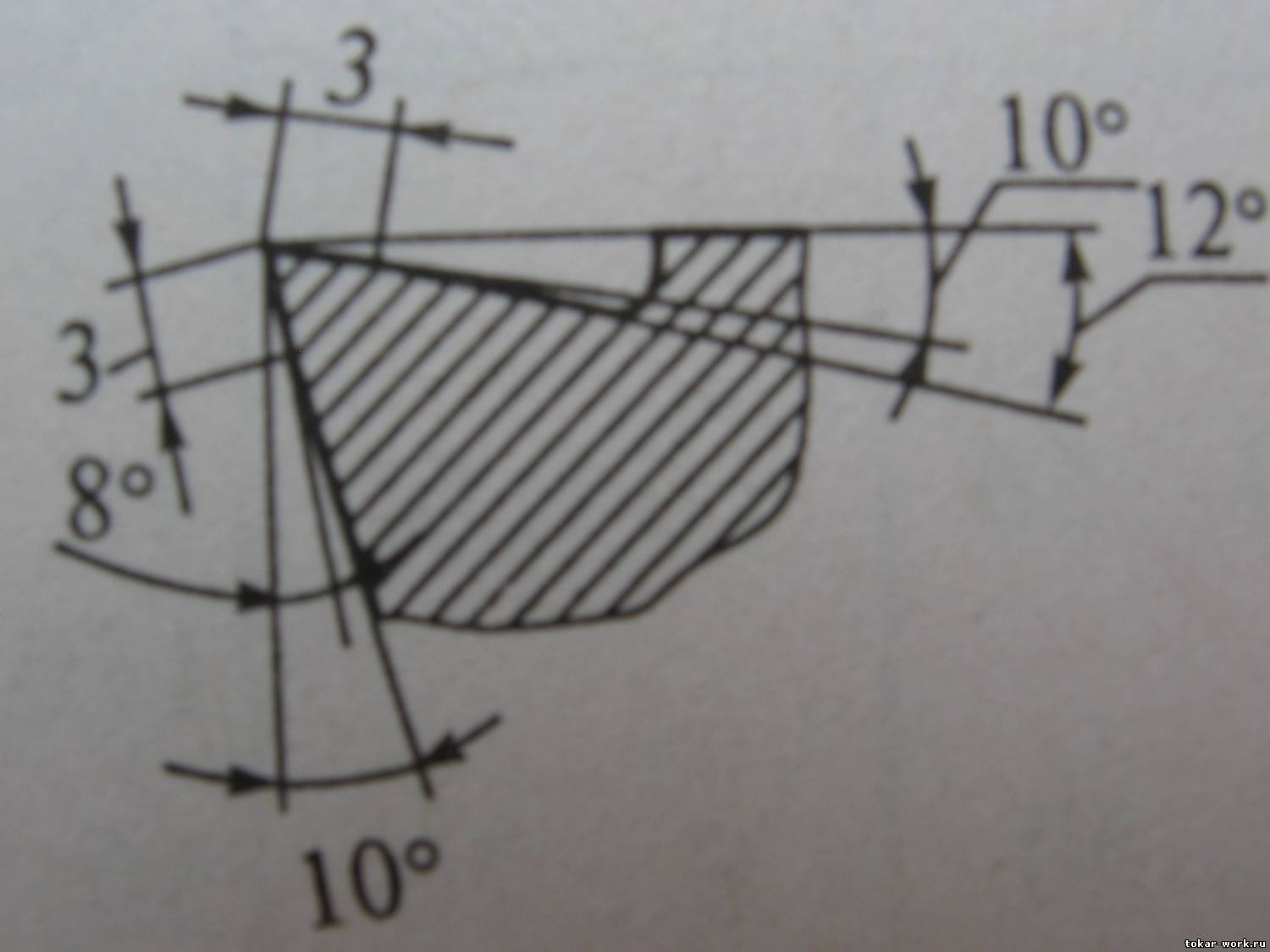
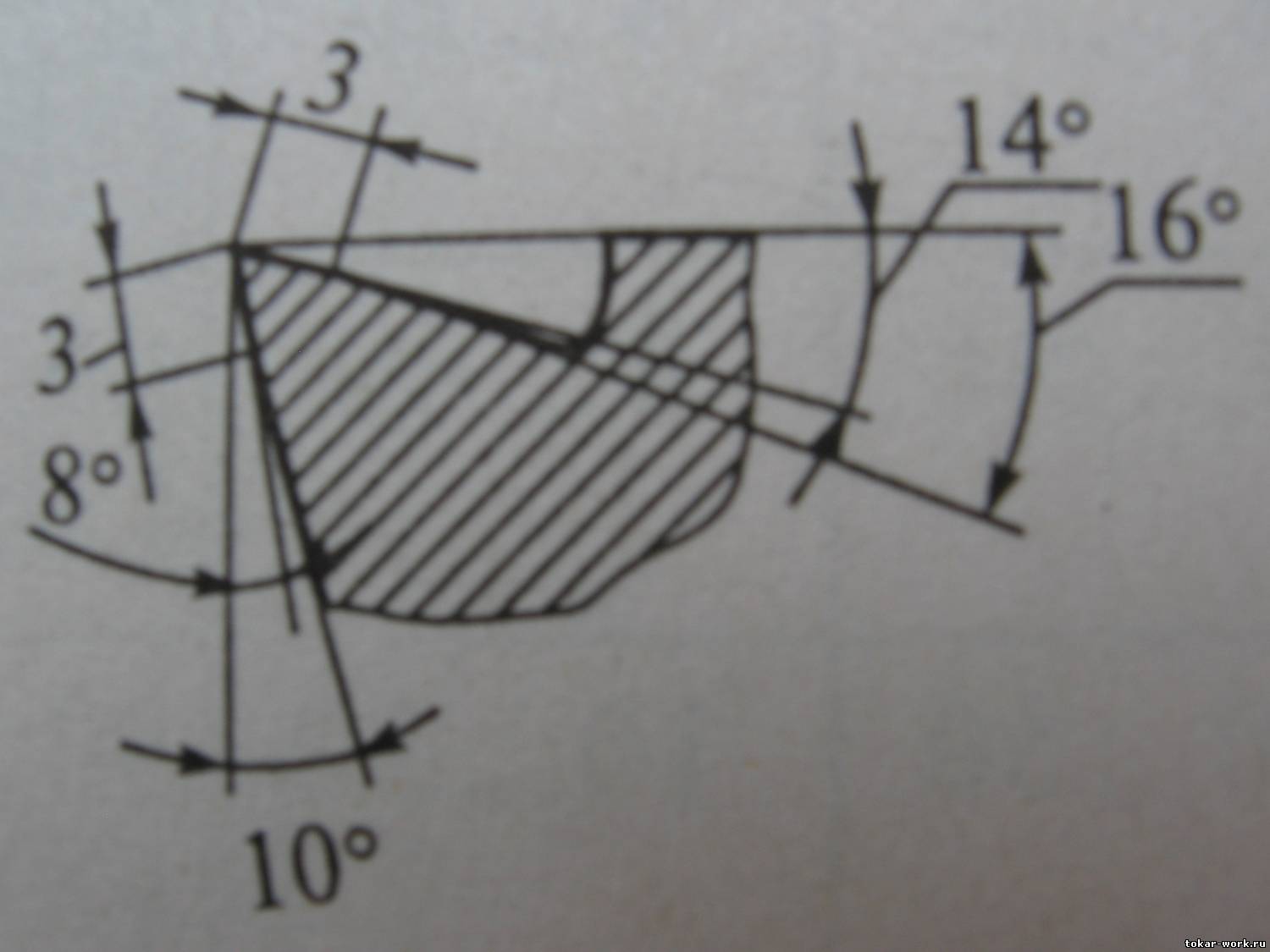
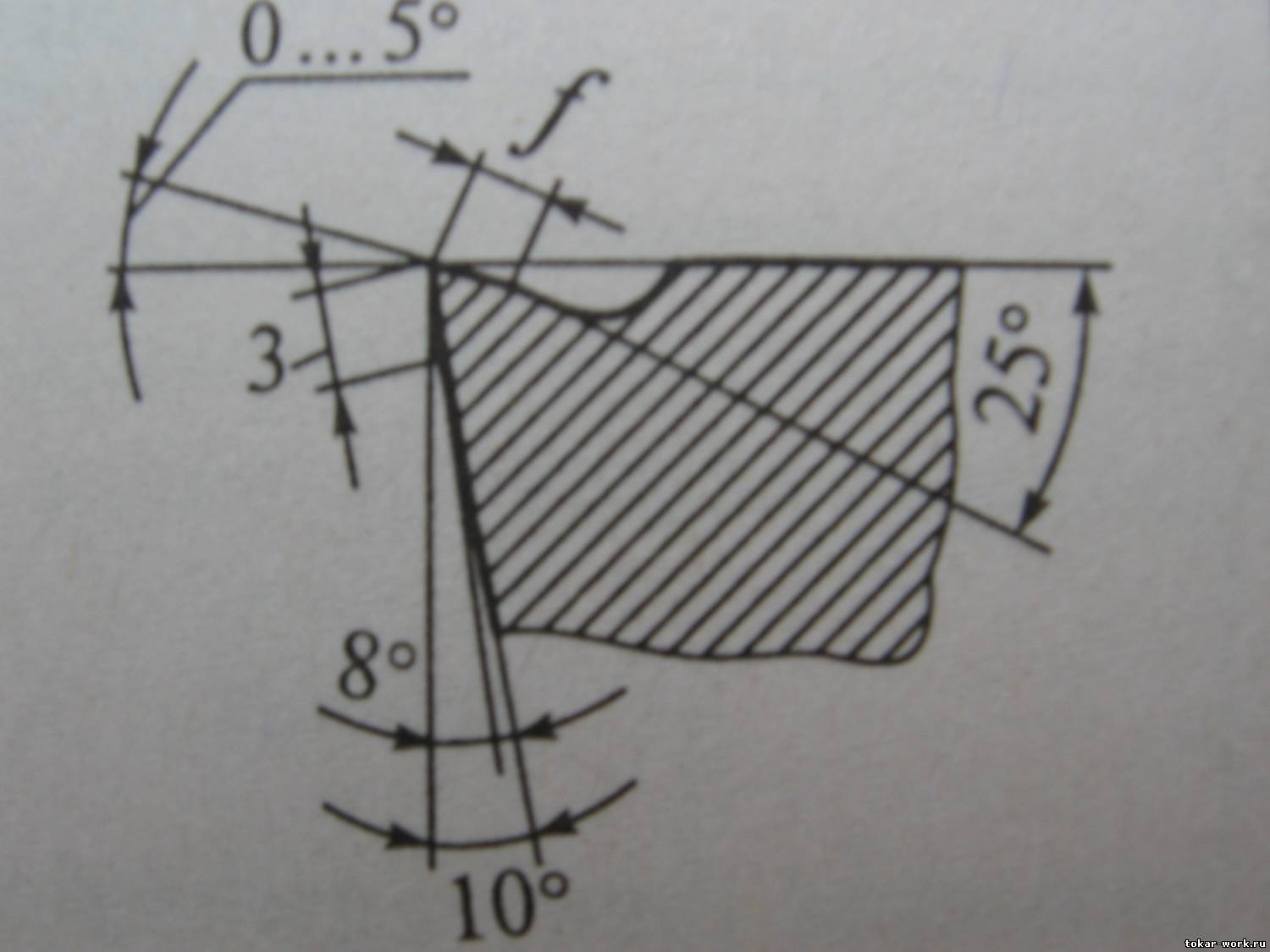
| Форма заточки передней поверхности | Эскиз | Обрабатываемый материал | | Быстрорежущие резцы | | Плоская с положительным передним углом | 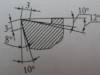 | Серый чугун, бронза, сталь с σ>800МПа и другие хрупкие материалы. | 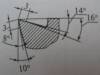 | Сталь с σ≤800МПа, чугун с НВ≤200. | | Криволинейная с фаской |  | Вязкие цветные металлы, легкие сплавы, сталь σ<800МПа при необходимости завивания стружки. | | Криволинейная |  | Материалы с σ=900...1000МПа. | | Резцы с пластинками из твердого сплава | | Плоская с положительным передним углом |  | Серый чугун, бронза и другие хрупкие материалы . | Плоская с положительным передним углом
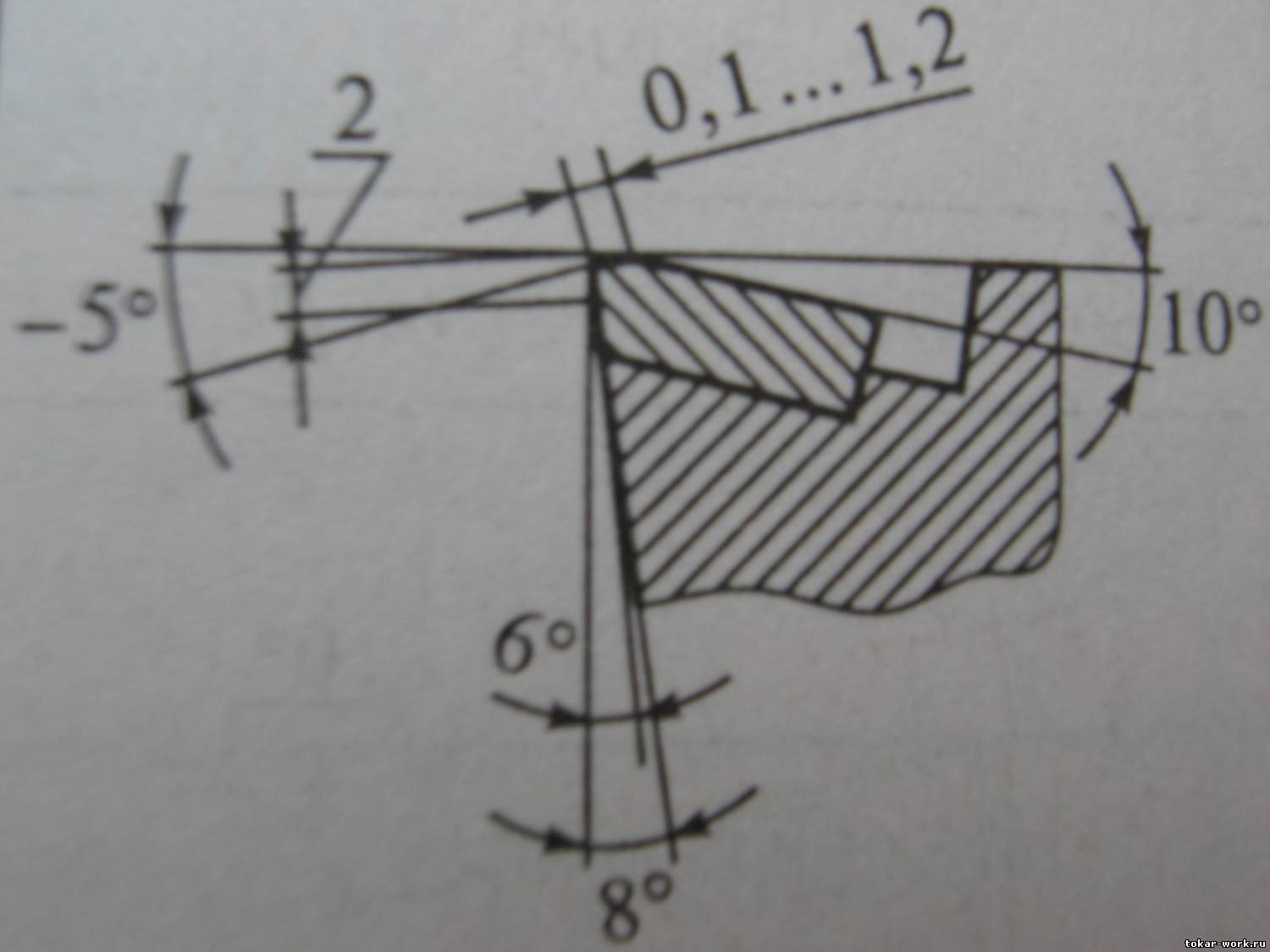
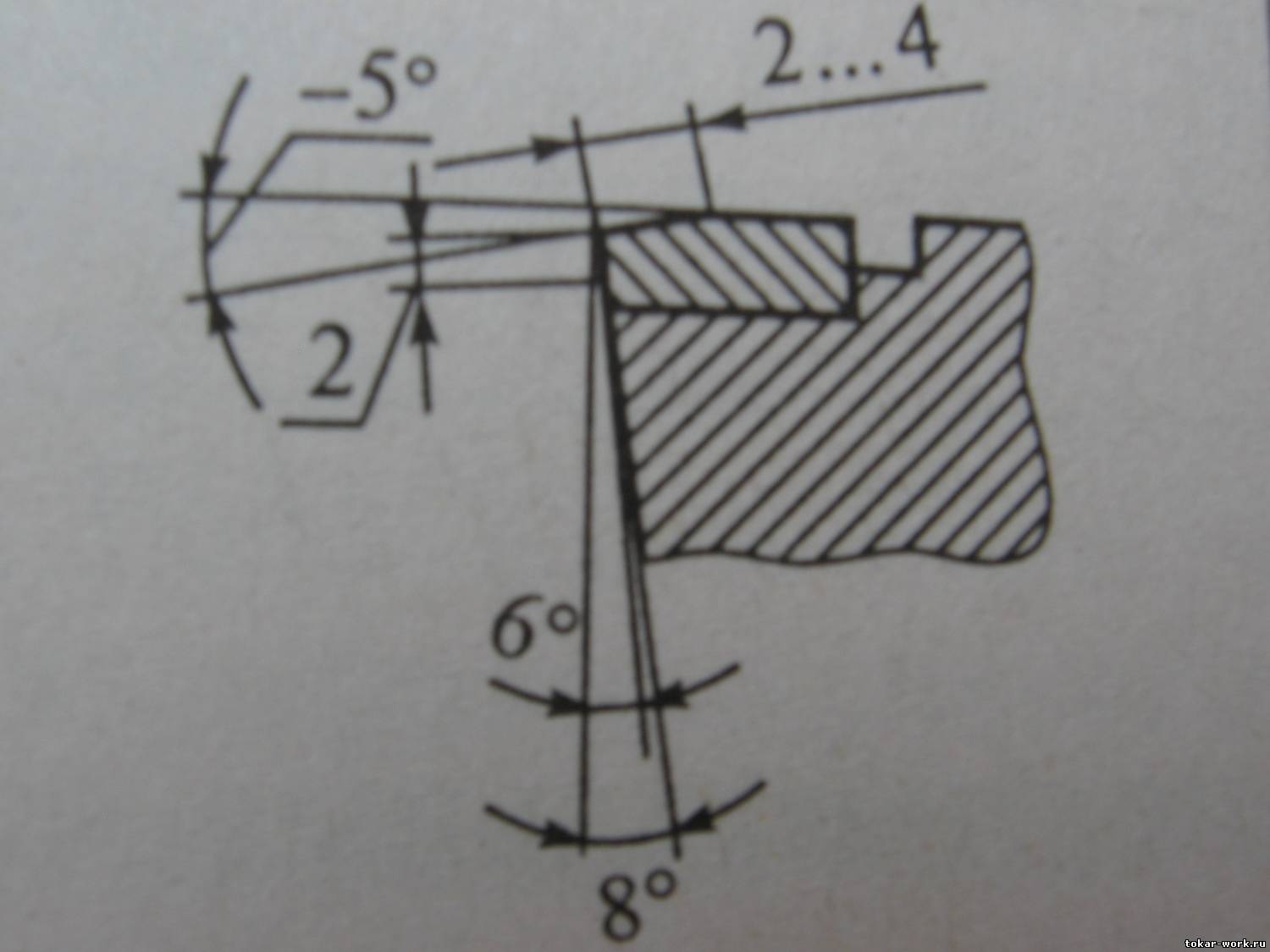
и отрицательной фаской |  | Ковкий чугун, сталь и стальное литье с σ≤800МПа, а так же стали с σ>800МПа при недостаточной жесткой технологической системе. Для отвода и дробления стружки применяется стружколом. | | Плоская с отрицательным передним углом |  | Сталь и стальное литье с σ>800МПа , загрязненное неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы - черновая обработка. | Плоская с мелкоразмерной канавкой
γ=-5°
γ=0
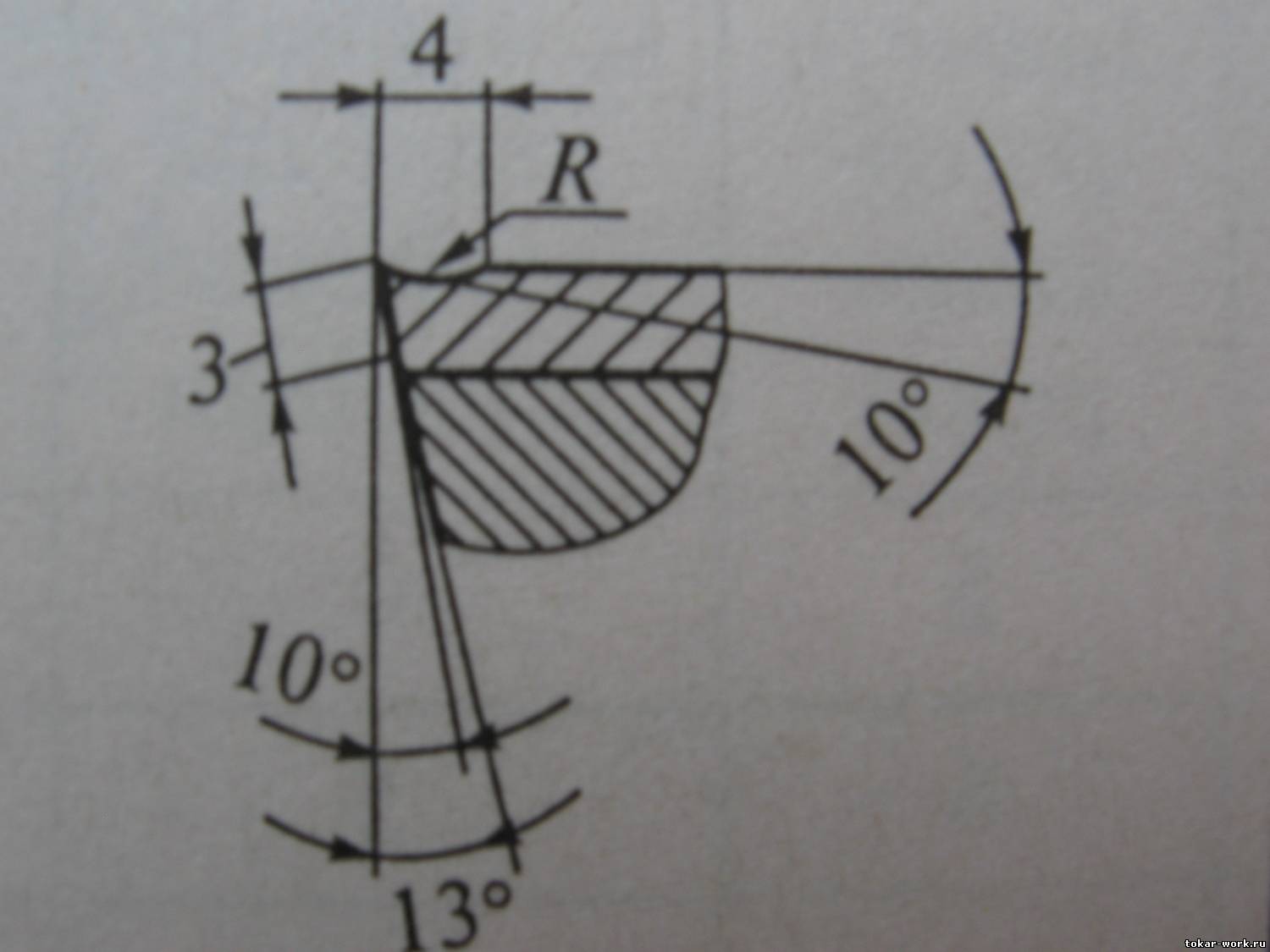
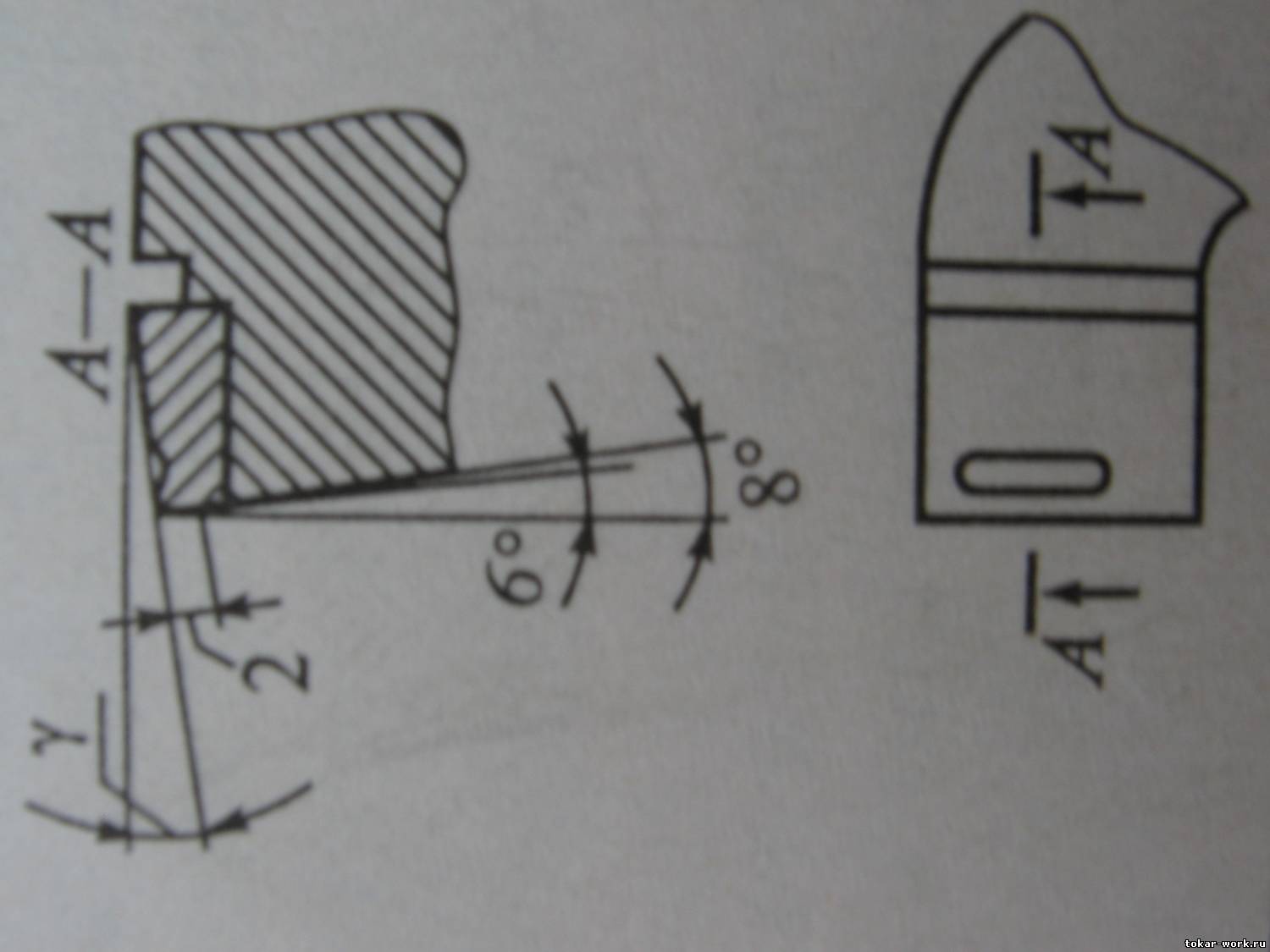
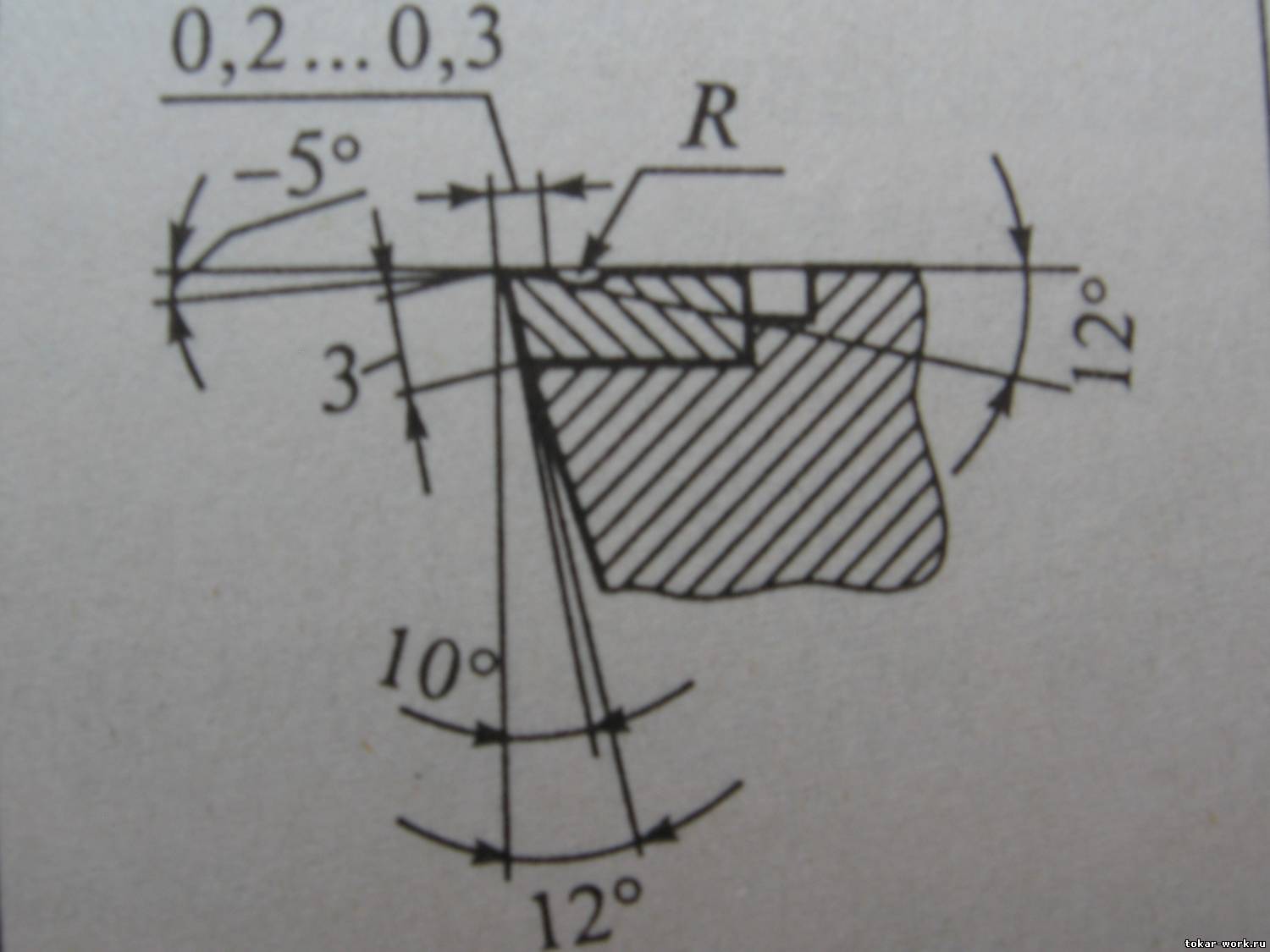
|  | Сталь и стальное литье с σ=600...800МПа. | | Сталь и стальное литье с σ<600МПа. | | Криволинейная с отрицательной фаской |  | Коррозионно-стойкие стали с σ≤850МПа, другие материалы с σ=700...900МПа. |
1. Радиус выемки на токарных резцах с криволинейной формой заточки передней поверхности в зависимости от подачи принимается равным R=(10…15)s, у прорезных и отрезных резцов R=(50…60)s. 2. Допуск на заточку углов принимается ±1°. 3. Доводку передней и задней поверхности необходимо производить вдоль главной режущей кромки и по радиусу R. Геометрические параметры режущей части токарных резцов для обработки пластмасс
| Вид пластмассы | Марка материала инструмента | Углы лезвия резца | | Передний γ | Задний α | в плане | | Главный φ | Вспомогательный φ1' | | Оргстекло | ВК8 | 10...20 | 15...20 | 45 | 15 | | Фторопласт | 0...10 | 20 | 45 | 15 | | Стеклотекстолит | 5 | 25 | 45 | 15 | | Гетинакс | ВК6-М | 8...12 | 20 | 45 | 12 | | Волокнит | ВК-3 | 5 | 25 | 45 | 15 |
|