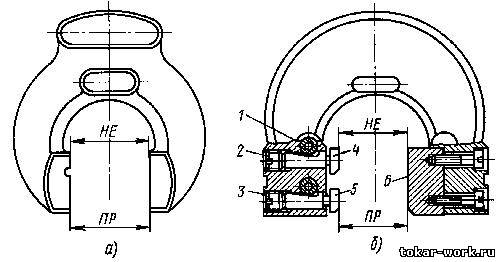
Предельная скоба  На рисунке а показана не регулируемая скоба, а на рисунке б регулируемая.
1, 2 и 3) винты
4 и 5) измерительные головки
6) опорная поверхность
В условиях массового изготовления деталей или серийного производства, когда возникает необходимость измерения деталей с одним и тем же размером, применяют измерительные инструменты жесткой конструкции – предельные калибры.
Для измерения валов применяют скобы. При их помощи можно оценить два размера обработанной детали: с наибольшим и наименьшим отклонениями. Размер калибр-скоба с наибольшим отклонением обозначается буквами ПР (проход), а размер с наименьшим отклонением НЕ (не проход). При измерении скобами проход должен под своим весом проходить измеряемый вал, а не проход должен остановиться на вале.
Формулы для подсчета предельных размеров рабочих калибр-скоб для номинальных размеров валов до 180мм: BПР(наиб)= Dmax- Z1+ H1/2
BПР(наим)=Dmax-Z1-H1/2
BПР(изн)=Dmax+ Y1
BНЕ(наиб)=Dmin-+H1/2
BНЕ(наим)=Dmin-H1/2 Где BПР(наим), BПР(наиб), BПР(изн)- размеры проходного калибр-скобы соответственно наименьший, наибольший и изношенный.
BНЕ(наиб), BНЕ(наим)- размеры непроходного калибр-скобы соответственно наибольший и наименьший.
Dmax, Dmin- наибольший и наименьший предельные размеры вала.
H1- допуск на изготовление проходного и непроходного калибров.
Z1- отклонение середины поля допуска на изготовление проходного калибра относительно наибольшего предельного размера вала Dmax.
Y1- допустимый выход изношенного калибра за границу поля допуска.
|